İPLİK ÜRETİMİNDE HAVALANDIRMA & FİLTRELEME SİSTEMİNİN ÖNEMİ
Tekstil imalatı yapan fabrikalarda üretimde kullanılan hammadde ve kimyasallar havaya zararlı partiküller yaymaktadır. Çalışan sağlığının tehlikeye atılmaması için havalandırma sistemlerinin kurulumu büyük önem taşımaktadır.
Tekstil imalathanesindeki havalandırma sistemleri, kullanılan çeşitli makinelerin ortam ısısını kontrol eder ve karbondioksit oranı yükselen toz ve zehirli gazlar içerebilen havanın temizlemesini sağlar.
Tekstil sektöründe tozlardan kaynaklı bissinoz ve silikozis denilen 2 ayrı meslek hastalığı vardır.
- Bissinoz:Pamuk toplandıktan sonra konfeksiyon aşamasına kadar tüm işlemler sırasında pamuk tozu oluşur. Oluşan pamuk tozlarına maruz kalınması obstrüktif bir hastalık olan bissinozise neden olmaktadır. Tarak bölümünde çalışanlarda %74 oranında Pazartesi semptomlarına (bissinoz) rastlanmıştır.
- Silikozis: Silikozis mesleki akciğer hastalıkları sınıflamasında,Pnömokonyoz (Tozlu Akciğer) anlamındadır. Belirtileri; nefes darlığı, ileri dönemlerde öksürük balgam sağ kalp yetmezliği geliştiğinde boyun damarlarında genişleme, Karaciğer büyümesi, ayaklarda ve karında şişme ve tüberküloz gelişirse ateş, zayıflama ve kanlı balgam görülebilir. Kesin tedavi yoktur.
İKLİMLENDİRMENİN ÜRETİME ETKİSİ
Bilindiği gibi kapalı alanlar, değişen dış iklim şartlarının etkisiyle yazın ısı kazançlarının kışın ise ısı kayıplarının etkisi altında kalmaktadır. Isı kazanç ve kayıpları genel olarak iç-dış ortam arasındaki sıcaklık farkları nedeniyle meydana gelen, yapı dış yüzeylerinden iletim ve konveksiyonla ısı transferiyle, infiltrasyonla ısı transferi şeklinde oluşmaktadır. Yaz şartlarında ayrıca güneş ışınımı nedeniyle bu değerlerden daha önemli olan, opak ve saydam yapı elemanlarını etkileyen radyasyonla ısı transferi söz konusu olmaktadır. Bunun yanında işletmelerde üretim sürecinde çalışan personelden, aydınlatmadan ve kullanılan tüm makinalardan ortama yayılan ısı kazançları meydana gelmektedir. Özellikle yaz mevsiminde işletme binasını ısıl açıdan olumsuz şekilde etkileyen dış iklim şartlarının yanında, yapı içerisindeki iç ısı kazançlarının ilave katkısının daha da olumsuz bir durum yaratacağı açıktır. Bilhassa çok sayıda tekstil makinasının bulunduğu bölümlerde, bu makinaların yaydıkları ısılar, diğer ısı kazançlarından daha önemli hale gelmekte ve iç ortam sıcaklığının yüksek değerlere çıkmasına neden olmaktadır. Isıl yük doğrudan tekstil makinasının motor gücüyle orantılı olduğundan, büyük güçlü motora sahip işletme içerisinde çok sayıda makinaların bulunması halinde ortama verilen ısı miktarı da artmaktadır. Bu nedenle yaz mevsiminde en uygun iklim koşullarında bile bir tekstil işletmesinde iklimlendirme yapılmadığı durumda, yüksek iç ortam sıcaklıklarına ulaşılabilmektedir. Bilindiği gibi duyulur ısı nedeniyle (tekstil makinalarından yayılan) sıcaklık artışında, özgül nemin sabit kalmasına rağmen, bağıl nemde düşme gerçekleşmektedir. Örneğin 20 °C, % 70 bağıl nemde bulunan bir ortam havasının sabit özgül nemde 30 °C'ye kadar sıcaklığının arttığı durumda, bağıl nem değeri % 39'a düşebilmektedir. Bağıl nem değerindeki bu önemli miktardaki azalış ortam sıcaklığının belirli sınırlar arasında tutulmasını ve ortama gereken oranda nem verilmesini zorunlu kılmaktadır.
Uygun nem ve sıcaklık sağlanmaz ise ;
- İpliğin kalitesi düşer.
- İpliğin mukavemeti azalır.
- Bağıl nem düşüğklüğünden kaynaklanan statik elektriklenme fiziksel işlemlerde sorun çıkarır ve üretim aksar.
- Üretimde ip kopmaları meydana gelir, üretim durur.
- Hassas ölçüm cihazları, belirli ortam koşulları dışına çıkarak arıza verir.
- Düşük nem kumaşın çekmesine sebep olur.
- Hazır giyim yapılması sırasında, kesim ve dikim spesifikasyonlarının ölçüleri güvenilir olmaz.
- Ticarette alım satım yapılırken tekstil ağırliklarr %60 nem olarak hesaplanır. Düşük nem de kâr azalır.
- Dokuma tezgahlarında ipin kumaş dokuması sırasında yüzeyinin pürüzlü olmasına sebep olur.
İKLİMLENDİRME İÇİN NEDEN KLİMA SANTRALİ KURULMALI?
Uygun iç iklimlendirme işletme binasının; dış iklim şartları nedeniyle meydana gelen ısıl yüklerinin ve iç ortamdaki çeşitli ısı kaynaklarının bilhassa çalışan tekstil makinalarının yaydıkları ısıların doğru olarak hesaplanmasını gerektirmektedir. Aksi taktirde işletme içerisinde istenmeyen iç ortam sıcaklıkları ve buna bağlı olarak da bağıl nem değerleri ile hava kirliliği meydana gelebilmektedir. Ancak belirlenen bu ısı yükünü karşılayacak kapasitede bir iklimlendirme tesisinin kurulması ile yapay iklimlendirme yapılarak, üretim için gerekli sıcaklık, bağıl nem ve hava temizliği şartları sağlanabilmektedir. Bu nedenle bir tekstil kliması mutlaka sıcaklık, bağıl nem ve hava temizliğini, farklı üretim bantları için her şartta temin edebilecek özelliklere sahip olmalıdır
Tekstil klima santralları gerek özel ekipmanları gerek hava debisinin çok yüksek olması nedeniyle inşai tipte olması tercih edilir.
İnşai klima santralın dizaynında proses, egzos havaları yani makinalarda emilen telef ve toz toplama sistemi önemli bir yeri vardır.
Telefli ve tozlu hava miktarları ile telef ve toz emme hattı kanal güzergahı göz önüne alınarak ön filtreleme dairesi projelendirilir.
Üretim mahallinin içerisinde veya dışında yer alan bir bölgede tesis edilecek klima santrali hava debisi esas alınarak dizayn edilir.
İşyerinin isteği doğrultusunda tekstil makinaları keşif yapıp yerleşim planı çizilir veya yerleşim planı temin edilir.
* Makinaların teknik özellikleri makina üreticilerinden alınır veya motor gücü belirlenir.
* Fabrikanın yapı malzemelerin özellikleri ve binanın yönü hakkındaki bilgiler toplanır.
* Fabrikanın aydınlatma yükü bilgisi alınır.
* Farklı üretim mahalleri için (Harman Hallaç, Ring, open-end, dokuma gibi) iç hava dizayn değerleri belirlenir.
* üretim mahallerinde iç hava dizayn koşulları göz önünde tutularak şartlama yapılır.
* Klima santralinin karşılayacağı ısı yükü hesaplanır.
* İç hava ve dış hava dizayn değerleri psikometrik diyagramda işaretlenerek santralın hava debisi işaretlenir.
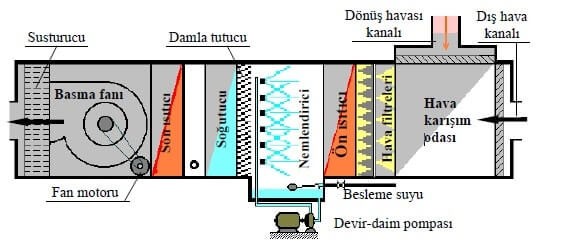
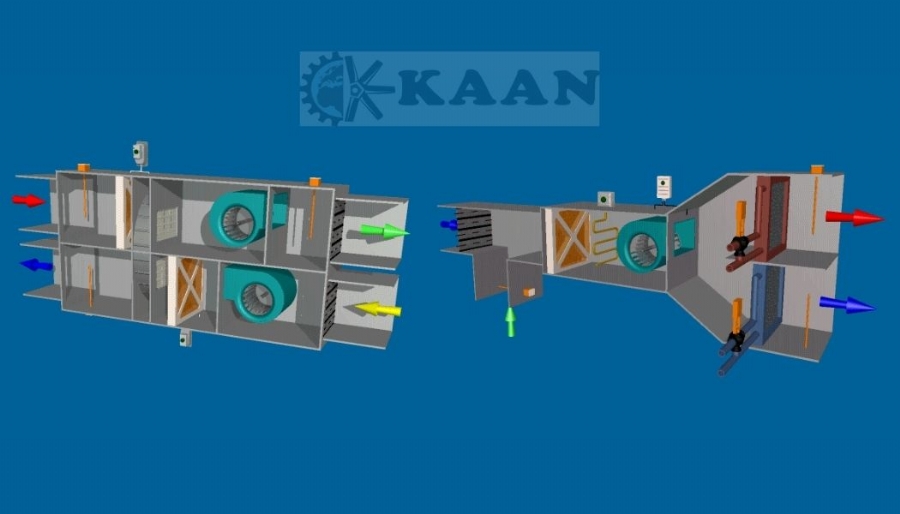
* Klima santrali projelendirilir. Bir tekstil klima santrali; otomatik dönen filtre, aspiratör, Karışım Hücresi ( havuz ) , ısıtıcı, fıskiye soğutucu ve vantilatör hücrelerinden meydana gelir.
* Hava debilerinin çok yüksek olması dolayısıyla nedeniyle inşai santrallar tercih edilir.
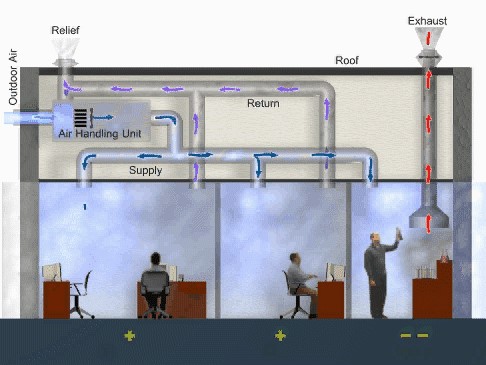
* Ortamdaki uçucu tozların havalandırılmaması için alttan, inşai kanallar ile toplanan havanın üstten üfletilmesi tercih edilir. Hesaplanan hava debilerine uygun olarak inşai toplama kanalı ve üfleme kanalı hesaplanır.
* Santralın çalışma mantığına uygun otomatik kontrol sistemi projelendirilir.
HAVALANDIRMA SİSTEMİ ŞEMASI
KLİMA SANTRALİ ŞEMASI